
塑料内托也叫吸塑托盘,采用吸塑工艺将塑料硬片制成特定凹槽的塑料,将产品置于凹槽内,起到保护和美化产品的作用。吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,广泛用于塑料包装、灯饰、广告、装饰等行业。
塑料内托的三种加工方式:
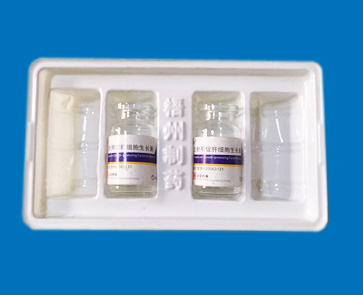
1、PVC光片内托:采用吸塑工艺,使PVC光片受热经过真空吸塑成型,一般用于针剂托盒,具有易成型、成本低、档次高的特点。
2、PVC植绒片内托:在PVC片材表面经过植绒处理,放在吸塑机上加工成型,一般用于 化妆品托盒、品药瓶托盒或者电子器件包装。
3、PS植绒片内托:在PS片材表面经过畅亿植绒处理,放在吸塑机上加工成型,一般用于 化妆品托盒、品药瓶托盒或者电子器件包装,相对于PVC植绒片来说,这种容易成型,可加工难度较大的畅亿吸塑产品。
塑料内托的质料是用PP聚丙烯质料,无味、无臭、 、质轻的热塑性树脂,机械功能 ,耐热功能杰出。化学稳定性好,耐酸,碱等溶剂,与大多数化学药品不发生效果,且几乎不吸水。常见于口服液盒包装内部, 要维护商品,使其美观。它具有 的耐高、低温功能,可在120℃温度范围内长期运用,短期运用可耐150℃高温,可耐-70℃低温,且高、低温时对其机械功能影响很小。可阻挠紫外线,透明度高,光泽性好。
PP聚丙烯是一种的聚合物质,一种非结晶性资料。在实际运用中常常参加,润滑剂,辅佐加工剂,抗冲击剂及其它。具有不易燃性,,耐气侯变化性以及 的几何稳定性。PP聚丙烯对氧化剂,还原剂和强酸都有的抵抗力。但是它可以被浓氧化酸如浓硫酸,浓硝酸所腐蚀而且也不适用与芳香烃,氯化烃触摸的场合。
注塑成型问题-气眼,气眼是指空气被困在型腔内而使制件产生气泡的现象。它是由于两股熔体前锋交汇时气体无法从分型面、顶杆或排气孔中排出造成的。气眼通常位于熔体 后填充的地方。缺少排气口或排气口尺寸不足将导致在 后填充部位产生气眼或其他表面缺陷。如果制件设计薄厚不均,也非常容易造成气眼现象。气眼可能引起的问题:气眼可能引起的问题困在型腔内气体不能被及时排出,易导致出现表面起泡,制件内部夹气,注塑不满等现象。改进方法,减少厚度的不一致,尽量壁厚均匀。在 后填充的地方增设排气口重新设计浇口和流道系统。排气口足够大,使气体有足够的时间和空间排走。降低 后 注塑速度。增加模温,优化注塑压力和保压压力。
黑点,黑纹是指在制件表面存在黑色斑点或条纹,或是棕色条纹。黑点/黑纹的起因是材料降解,塑胶过热分解将导致黑点或条纹。塑胶如果在封闭的料筒内、螺杆表面停留时间过长,将导致炭化降解,故而在注塑过程中产生黑点或条纹。材料污染:塑胶中存在脏的回收料、异物、其他颜色的材料或易于降解的低分子材料,都可能引起上述现象。空气中的粉尘也容易引起制件表面的黑点。改进方法:材料采用 的原材料,将材料置于相对封闭的储料仓中,增加材料的热稳定性,清洁顶杆和滑块,改进排气系统。清洁和抛光流道内的任何死角,不产生积料,注塑前清洁模具表面。