
玻璃瓶市场要规范:
近年来,随着市场经济的发展,随着产品包装的不断改革和创新,玻璃瓶进入了市场,同时在市场上销售的也是越来越好,玻璃瓶具有化学稳定性好,封密性好,、耐酸耐碱等优点。渐渐的,玻璃瓶的销量超过了其他材质的瓶子。如今,玻璃瓶已广泛的用于国内的各个行业和,被大多数人所认同。
我们都知道,玻璃瓶的生产成本超过普通瓶子的生产成本,但是玻璃材质的包装具有很大的优越性,也是其他的包装无法替代的。因为农药和化工等行业对玻璃瓶包装有着非常严格而的要求,而玻璃瓶材质的包装恰恰可以满足他们强烈的欲望,这时,玻璃瓶就起到了补充作用。并且,玻璃瓶大多数为棕色玻璃瓶,有良好的避光功能,不会影响到瓶内盛装物的质量,具有超常的保质期,是一款名副其实的好产品。
现在国内已有多家 生产玻璃瓶的厂家,不过还是希望市场能够规范,各个厂家能够用心,这样才能使得玻璃瓶的包装市场发展不仅而且健康。
玻璃瓶的包装和验收工作的介绍:
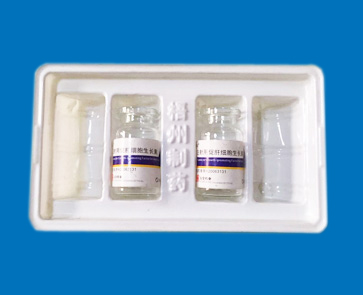
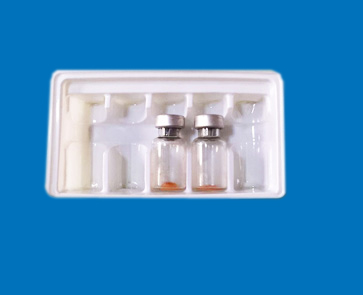
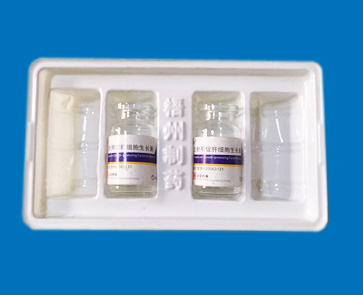
玻璃瓶的包装形式一般有两种,一种是用瓦楞纸箱盛装的普通包装,另一种是采用PVC或PE膜的热缩包装,另外还有少量的托盘包装。从对产品的保护程度及清洁度要求来看,热缩包装及托盘包装的质量要远远优于普通的纸箱包装。现在发展成PE膜热缩后放入纸箱,干净卫生,可以做到无菌包装,这也是今后玻璃瓶的发展方向。
玻璃瓶的包装前一般都有一个对产品全检的过程,称为验收工序,这个工序又分为人工检验和自动检验两种。目前国内玻璃瓶大都采用人工检验的方法,在强光检验台的照射下,对每个瓶子进行目测,剔除外观缺陷的不合格品,人工检验由于受目测、经验等各种条件的限制,漏检率相对较高,劳动强度也很大,而自动检验,则可以对瓶子的尺寸、外观、缺陷等进行 的检验,漏检率比较低,也是提高玻璃瓶质量水平的发展方向和 途径。
国内玻璃瓶基本还是沿用人工目测装箱及热缩膜包装形式,主要设备为打包机和红外线热缩机等, 同类产品基本都采用在线自动检测,自动包装,除了减少了大量人力,降低劳动强度外, 重要的是自动检测包装生产线能够 地完成对不合格品的剔除,了产品的稳定和一致性,而且 大地提高了劳动生产率。
玻璃瓶破碎后再回收或许是个可行的方法:
对于玻璃瓶的回收,我们谈到过回收成本过高是导致玻璃瓶回收率不高的一个重要原因。一方面是玻璃瓶本身瓶重的问题,另一方面是玻璃瓶属于中空制品,过于占据体积,这样回收的时候,就在相应的空间里不能够堆彻 多的玻璃瓶。同时玻璃瓶回收后清洗,以及破损检测都需要花费很多的成本,远远没有一只全新玻璃瓶的成本低,这就使得商家很少再会去关心玻璃瓶回收的问题。
对于回收,我们认为这是 要解决的,关键是如何压缩玻璃瓶回收成本,提升玻璃瓶回收的经济效益。让 多的企业能够参与到其中。因为玻璃瓶回收一方面是体积过重,另一方面是回收后清洗检测一系列都需要花费成本,倒不如直接破碎后回收。在一些较大规模的回收站推行玻璃瓶破碎机,将玻璃瓶破碎后回收再利用,这样的话 有利于提升玻璃瓶回收的数量,然后再将破碎料用于各种途径。
总之解决玻璃瓶回收过程中所存在的各种弊端,然后积 的改进是提升玻璃瓶回收率 的 办法。